齒輪加工工藝及方法相關說明如下,供參考了解,不清楚的地方或相關需求��,可向峰茂廠家免費咨詢�����。
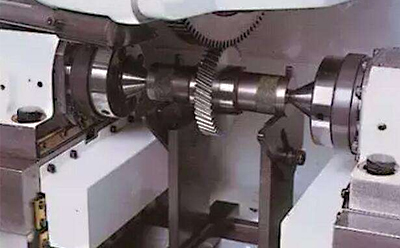
一�、齒輪加工:利用機械的方法獲得
齒輪特定結構和精度的工藝過程。
齒輪加工的關鍵在于齒面加工��,方法有砂輪磨削加工和刀具切削加工等��。
按照加工原理��,可分為成形法和展成法兩大類���。
二�����、齒輪加工工藝:
齒輪加工過程中的微小變形及工藝穩(wěn)定性控制相對復雜�����。毛坯鍛造后大多要采用等溫正火��,以期獲得良好的加工性能和趨勢變形的均勻金相組織����;
對于精度要求不高的低速圓柱齒輪可以熱前剃齒而熱后不再加工����,徑向剃齒方法的應用擴大了剃齒應用范圍����;
圓柱齒輪熱后加工有珩齒和磨齒兩種方式����,磨齒精度高而成本高,珩齒成本低但齒形修正能力弱��;
采用沿齒高方向的齒頂修緣和沿齒長方向的鼓形齒修形工藝能夠顯著降低齒輪嚙合噪聲和提高傳動性能�。
1、高精度齒輪加工工藝:
毛坯鍛造-正火-粗車外形���,各部留加工余量2㎜-精車各部,內(nèi)孔至Ф84.8H7���,總長留加工余量0.2㎜�����,其余至尺寸-滾齒(齒厚留磨齒余量0.25~0.35㎜)-倒角-鉗工除毛刺-熱處理:齒部C52-插鍵槽-靠磨大端面A-平面磨削平面B����,總長至尺寸-磨內(nèi)孔Ф85H6至尺寸-磨齒-終結檢驗
2、一般齒輪加工工藝:
鍛造-正火-粗車各部�,均放余量1.5㎜-精車各部,內(nèi)部至錐孔塞規(guī)線外露6~8㎜��,其余達圖樣要求-滾齒-倒角-插鍵槽達圖樣要求-去毛刺-剃齒-熱處理:齒部C54-磨內(nèi)錐孔��,磨至塞規(guī)小端平-珩齒達圖樣要求-終結檢驗
3����、齒輪加工工藝過程舉例:
煅料-精車-滾齒加工-齒輪拉鍵、打孔�����、攻絲、擠棱去毛刺-16MnCr整體滲碳、C45/42Cr高頻淬火(50~62HRC)-磨內(nèi)孔、磨外圓、磨端面��、磨平面-高精度硬刮磨削-硬度檢測-同心度�����、齒形等精度檢測-尺寸�����、公差����、平行��、垂直度等檢測
三�、齒輪加工方法:滾齒��、插齒、剃齒���、珩齒�、磨齒、擠齒等。
由于齒輪種類繁多����,不同產(chǎn)品加工要求等不一����,采用的加工方法可能有所差異�����,以上說明���,僅供參考了解。